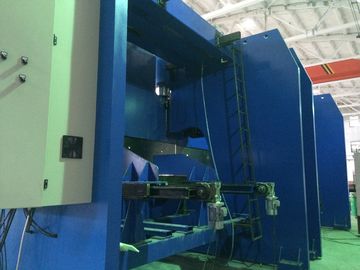
Машина для сварки плит и резки дверей на основе роботов
Модель: RW-DC120/300
Применение:
Система сварки применяется для производства сварки базовых пластинок с легким полюсом.в соответствии с различным положением сварки для получения хорошего качества сварного шва,.
Эта машина имеет шесть основных применений в производстве уличных светильников:
- С помощью станкорежущей машины отрезаем дно ствола,
- расположение и сборка нижней пластины,
- Сварка внутренних и внешних швов между нижней пластиной и столбом,
- Сварка укрепителя основной пластины,
- Электрическая резка дверей с ЧПУ
- Сварка дверных рамок
Подходит для конических полюсов, круглых полюсов, восьмиугольных полюсов, многоугольных полюсов, полюсов равного диаметра
Основной параметр:
| Нет, нет, нет. |
Положение |
Параметр |
| 1 |
Диаметр полюса min |
120 мм |
| 2 |
Максимальный диаметр полюса |
300 мм |
| 3 |
Максимальная длина столба |
12 или 14 метров |
| 4 |
Минимальная толщина полюса |
2.5 мм |
| 5 |
Максимальная толщина полюса |
Для сварки: 12 мм
Для дверей толщиной 8 мм, опция = 12 мм)
|
| 6 |
Максимальная толщина расширенной трубы, которая может быть деформирована
|
8 мм |
| 7 |
Максимальная масса столба
|
стандарт: 300 кг
Вариант: 500 кг
|
| 8 |
Максимальное QTY упротителя основной пластины
|
4 ~ 8
Примечание: если количество большое и расстояние между отверстиями небольшое, и на сварный факел влияет, половина отверстий может быть сварлена.
|
| 9 |
Размер уплотнителя основной пластины
|
Пригодны обычные уличные фонари и высокие мачты
(Различные размеры уплотнителя требуют различных форм, которые могут быть обработаны и изготовлены пользователем в соответствии с формой, предоставленной в машине)
|
| 10 |
Скорость сварки
|
Справочная скорость 300-500 мм/мин
Различные толщины и скорость сварки
|
| 11 |
Форма основной пластины
|
Круг, квадрат, восьмиугольник, несколько сторон четырех сторон |
| 12 |
Минимальная толщина основной пластины
|
10 мм
Рекомендуемое значение, слишком тонкое, трудно сварка внутри и снаружи, легко сгореть через)
|
| 13 |
Максимальная толщина основной пластины
|
Подходит для обычных столбов
|
| 14 |
Минимальный размер основной пластины
|
150 мм × 150 мм |
| 15 |
Максимальный размер основной пластины
|
Диаметр: 500 мм, или квадратная плита 500х500.
Вариант: Диаметр: 700 мм, или квадратная плита 700х700.
|
| 16 |
Требования к согласованности размера уплотнителя и основной пластины
|
Размерная допустимость не превышает 1 мм
Рекомендуется использовать лазерную резку или плазменную резку для обеспечения согласованности размеров для получения лучшего эффекта сварки робота
|
| 17 |
Требования к последовательности размеров дверной рамы
|
Как правило, дверная рама приобретается извне, и допустимость размеров составляет более 1 мм.
Поэтому необходимо вручную установить дверную раму, и после точечной сварки твердо (или после зажима, робот будет сварка снова, если допустимость относительно мала,Он также может быть напрямую сварен роботом
(Примечание: если допустимость измерений дверной рамы относительно велика, это приведет к тому, что разрыв между дверной рамой и дверью будет относительно большим, что приведет к локальной утечке сварки,и локальный ручной ремонт сварки требуется позже)
|
| 18 |
Что касается положения плазменного переключателя,
Максимальное расстояние от самой высокой точки двери до основной пластины
|
1400 мм |
| 19 |
Тип резки
|
Стандарт:резание трубного типа ((3 оси)
Опциональная резка типа плоской поверхности + резка типа трубы (4 оси)
|
| 20 |
Размер и форма двери
|
Нет ограничений в диапазоне резки
|
| 21 |
В отношении положения сварки дверной рамы максимальное расстояние от самой высокой точки двери до основной пластины
|
2000 мм |
| 22 |
Подходит для типа столба
|
Конические полюсы, круглые полюсы, восьмиугольные полюсы, многоугольные формы над восьмиугольным и полюсы равного диаметра все подходящие
|
| 23 |
Источник плазмы
|
Гипертермальная мощность 45
(Сделано в США)
|
| 24 |
Максимальная перфорация и качественная толщина резки
|
8 мм (предполагаемое значение) |
| 25 |
Скорость резки
|
Время резки двери на обычном столбе уличного огня составляет 30 ~ 40 секунд |
| 26 |
Система с ЧПУ
|
Си Дафенг (SF-2100S) |
| 27 |
Программное обеспечение для гнездования
|
SmartNest |
| 28 |
Фонарь для резки с помощью плазмы с ЧПУ
|
1 комплект |
| 29 |
Контроллер высоты арки напряжения
|
Высота HP105 |
| 30 |
Устройство высоты
|
Плазменный факел высоты двигатель, 1 комплект
|
| 31 |
Скорость производства
(Включая внутреннюю и внешнюю сварку основной пластины, электрическую резку дверей, сварку дверных рамок)
|
Обычный столб уличного фонаря: 12-16 минут
Полюс 5G: 40-45 минут
Конкретное время зависит от размера столба, размера уплотнителя и размера двери
|
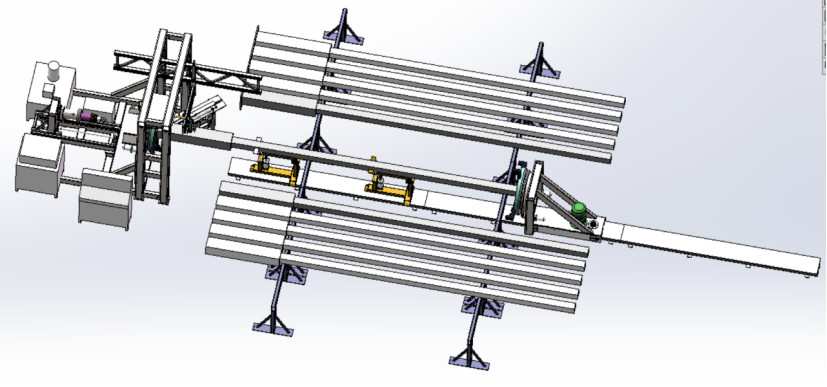
Общая схема следующая:

Специальные характеристики:
- Эта машина включает в себя шесть функций, которые могут быть выполнены в одном погрузке и разгрузке.внутренняя и внешняя сварка между базовой пластиной и столбом, сварка нижней плиты, электрическая резка дверей и сварка дверной рамы.Проток материала и время погрузки и разгрузки между независимыми процессами значительно сокращаются, и производственное пространство сохраняется.
- С функцией расширения полюса, устранить разрыв между внутренним отверстием основной пластины и полюса и реализовать автоматическую сварку плавно
- С функцией автоматического размещения и сварки уплотнителя
- Он использует японский робот Кавасаки Heavy Industries с хорошей работоспособностью и превосходным качеством.
- Принятие известного источника электропитания для сварки, хорошего качества сварного шва и высокой эффективности сварки
- Позиционировщик имеет большой угол поворота, который может реализовать наиболее разумный угол сварки
- Красивая форма сварки и высокая надежность
- CNC резка двери светового столба, форма резки может быть круглой, квадратной, прямоугольной, овальной и т.д.Любая графика, которая может быть нарисована компьютером CAD может быть разрезана специальным программным обеспечением, которое поставляется с машиной.
- Источник резки является автоматической плазмы, поэтому скорость резки будет очень быстрым, и резка будет гладкой и круглой
- Из-за использования гипертерм Powermax плазменного источника и режущего пистолета, разрыв резки относительно мал, и резные кусочки могут быть использованы в качестве крышек дверей
- После перерезания электрической двери, если дверная рама должна быть сварлена, робот может завершить автоматическую сварку дверной рамы.И дверной рамы сварки должна быть оснащена лазерной позиционирования функции
- Вся машина сконструирована в виде однонаправленной сборочной линии. Стержни наложены на левой стороне машины. Оператор может перемещаться один за другим вправо, чтобы завершить сварку.и сварные столбы будут наложены справа.Стержень поднимается и движется, не требуется крана, и интенсивность труда оператора низкая.
- Сэкономить много затрат на рабочую силу
- Умеет приспосабливаться к длительной работе в течение дня
Опционные пункты:
Плазма резки двери: Гипертерма Powermax45, максимальная толщина 8 мм. Опция: Гипертерма Powermax65, максимальная толщина 12 мм.
Максимальный диаметр полюса составляет 400 мм, а квадратный трубки максимальный размер 350x350, электрический циркулятор внутренний диаметр 620 мм, подходящий для 5G тяжелый полюс (как 500 кг), основной пластины максимум. диаметр 700 мм,или квадратной основной пластины 700x700 мм
3. резка плоской поверхности + резка труб (4 оси)
- На квадратной трубе, есть 2 уплотнители на одной стороне. требуется устройство уплотнителя, которое может быть перемещено вверх и вниз, подходящий для различных положений уплотнителя
- Функция лазерного позиционирования сконфигурирована для сварки положения и размера деталей.рекомендуется, чтобы дверная рама сварки должна быть оснащена функцией лазерного позиционирования.
- Если положение малого конца является квадратной трубкой, поддержку малого конца нельзя вращать, и тип поддержки необходимо изменить.Добавьте 12-метровый рельс-направление и подвижную поддержку небольшого конца для улучшения точности резки и сварки. Он подходит для круглых полюсов, квадратных труб и восьмиугольных полюсов.больше не нужно делать приспособление для инструментов, которое становится квадратным и круглым..
- инструмент расширения дна столба
- Укрепляющий инструмент
- Запчасти для сварки роботов
- Запчасти для плазменной резки
- Сетевая система производственных данных, машина подключена к Интернету в мастерской клиента,
Функция (1):
может предоставить данные управления производством: мощность на время, время сварки, время резки, время без сварки, количество производства и т. д.
Функция (2):
После подключения машины к Интернету поставщик машины может помочь клиенту в дистанционной диагностике неисправностей и дистанционной настройке параметров.Удобно для клиентов быстро возобновить производство.
Похожие фотографии
Роботная система сварки
1Кавасаки Робот BA006N (японская марка)
Серия BA - это серия роботов, разработанных специально для сварки.Это легко работать и может достичь квалифицированной операции сварки с помощью простого обучения операцииНа обучающем устройстве установлен сенсорный цветный экран LCD с отличным визуальным эффектом и легкой эксплуатацией.может классифицировать условия сварки и хранения, и один ключевой звонок.
| Методы обучения |
Простая операция обучения языку AS программирования |
| Способ исполнения |
Ручной режим |
Независимые оси, основная система координат и система координат инструмента |
| Режим воспроизведения |
Действие интерполяции каждой оси/линии и
дуга
|
| Пропускная способность |
|
8000 шагов эквивалентны |
| Общий сигнал |
Внешний рабочий сигнал |
Аварийная остановка, внешний сигнал задержки |
| Вход и выход |
32+32 |
Роботы серии Kawasaki BA используют шкаф управления E01, компактную форму, подходящую операционную систему, богатые функции, легкое обслуживание и высокую масштабируемость.сенсорный экран 640 x 480 пикселей. Заднее освещение используется, чтобы сделать ЖК-экран проще видеть. Операционная система принимает Windows CE. Выпадающее меню используется для отображения окна, что делает процесс редактирования простым и легким.
| Функции |
Стандартная дуговая сварка |
|
Модель
|
BA006N |
| Форма руки |
Вертикальные множественные соединения |
| DOF |
6 оси |
| Максимальная грузоподъемность ((KG) |
6 |
|
Максимальный диапазон действия
[DEG]
|
JT1
Электрические линии и линии управления
|
±165 |
| JT2 |
+150 ¢-90 |
| JT3 |
+45-175 |
| JT4 |
± 180 |
| JT5 |
±135 |
| JT6 |
± 360 |
|
Максимальная скорость действия
[DEG/S]
|
JT1
Электрические линии и линии управления
|
240 |
| JT2 |
240 |
| JT3 |
220 |
| JT4 |
430 |
| JT5 |
430 |
| JT6 |
650 |
| Инерция[N.M] |
JT4 |
12 |
| JT5 |
12 |
| JT6 |
3.75 |
|
Инерционный момент
[KG.M2]
|
JT4 |
0.4 |
| JT5 |
0.4 |
| JT6 |
0.07 |
| Точность повторного позиционирования [мм] |
±0.05 |
| Горизонтальное удлинение [мм] |
1445 |
| Вес [кг] |
150 |
| Мощность мощности [KVA] |
3.0 |
| Режим установки |
Земля, верхняя загрузка |
| Установка среды |
Температура |
0°45° |
| Влажность |
35°85% (без росы) |
| Вибрация |
0.5G ниже. Меньше 0.5 |
| Прочие |
Установка робота должна быть удалена от вмешательства горючих или коррозионных жидкостных или газовых устройств. |
| Уровень ПИ |
IP65 |
| Рекомендуемый контроллер |
Е01 |
Диапазон действия
Введение Предотвратитель столкновения сварного факела
Система сварного факела 350 представляет собой сварный факел CO2, который обычно используется для дуговой сварки в Азии.
Заменяемая система сварного пистолета для шеи пистолета имеет преимущества высокой номинальной стоимости и высокого рабочего цикла: интеллектуальный интерфейс может реализовать быстрое обслуживание и повторяемые функции позиционирования,и сократить время простоя
Система сварного пистолета имеет различные шеи и держатели для всех общих соединений машины на выбор.
Преимущество
(1)Типичный азиатский дизайн сварки CO2
(2)Заменяемая шина пушки может сократить время простоя оборудования и снизить затраты на обслуживание и ремонт
(3) Оптимальные температурные характеристики обеспечивают длительный срок службы изношенных деталей
(4) Высококачественные кабельные комплекты обеспечивают длительный срок службы системы
(5) Прочная структура сварного факела может достичь высокой стабильности столкновения
| Модель |
350 |
| Способ охлаждения |
Воздух |
| Рабочий цикл |
100% |
| Номинальная стоимость |
350A CO2 |
| 300A (смешанная композиция) |
| Диаметр провода |
00,8-1,4 мм |
| Шейка сварного пистолета |
35° |
Силовая система сварки NBC-350RL
Описание устройства:
Роботная специальная сварочная машина NBC-350RL имеет два режима сварки: низкое распыление и постоянное давление, которое может реализовать сварку с защитой из углеродистой стали, богатой аргоном и газом CO2.Этот продукт использует полностью цифровой метод управления., который обладает высокой адаптивностью и может общаться с роботом дуговой сварки через цифровой/аналоговый интерфейс.
Характеристики производительности
(1)Можно сопоставить с роботом Кавасаки
(2)Многочисленные виды цифрового управления интерфейсом могут напрямую вызвать параметры сварки, сохраненные заказчиком.
(3) Очень небольшие брызги сварки, красивая форма сварного шва
(4)Оптимизированные функции зажигания дуги, закрытия дуги и удаления шариков
Полностью цифровая система управления обеспечивает точное управление процессом сварки и стабильную длину дуги.
Мощная функция цифровой отчетности об ошибках, различные ошибки имеют коды ошибок для отображения.
Система имеет встроенную базу данных экспертов по сварке и автоматическую и интеллектуальную комбинацию параметров.
Дружественный интерфейс работы, единый режим регулировки, легко освоить.
Технология инвертора с мягким переключением, вся машина очень надежна, экономит энергию и электроэнергию.
Параметры мощности сварки
| Нет, нет, нет. |
Положение |
Параметры |
| 1 |
Номинальное входное напряжение/частота
|
380V±25% 3P/50Hz |
| 2 |
(KVA) Номинальная мощность ввода |
14 |
| 3 |
(A) Номинальный входный ток (A) |
21 |
| 4 |
(V) Номинальное выходное напряжение (V) |
31.5 |
| 5 |
(%) Номинальная продолжительность нагрузки (%) |
60% |
| 6 |
(V) Выходное напряжение без нагрузки (V) |
96 |
| 7 |
(A/V) Диапазон выходного тока/напряжения (A/V)
|
60A/17V 350A/31.5V |
| 8 |
(мм) Диаметр сварного провода (мм) |
0.8,1.0,1.2 |
| 9 |
Тип питания проволоки |
Проводки |
| 10 |
(L/min) Скорость воздушного потока (L/min) |
15 ¢20 |
| 11 |
Способ охлаждения с помощью факела |
Охлаждение воздухом |
| 12 |
Квалификация помещения |
IP23 |
| 13 |
Класс изоляции |
H |
| 14 |
L*W*H (см)
Размеры L*W*H (см)
|
66*32*56 |
| 15 |
(в кг) Вес |
55 |
| 16 |
Уровень эмиссии ЭМК |
А. |
Вариант:Устройство для очистки оружия, резки проволоки и распыливания силиконового масла
Как показано на рисунке, устройство для очистки пистолета и распыления силиконового масла используется для очистки плесени в соплах сварного светильника и распыления антиплесени силиконового масла в сопла.Устройство для резки проволоки используется, чтобы отрезать небольшой шар на кончике сварного проволоки и обеспечить, чтобы сухое удлинение сварного проволоки является постоянным, чтобы обеспечить успешность запуска дуги и стабильность процесса сварки, а также точность обнаружения в начале.
Окружающая среда
1Заземление: C заземление, сопротивление заземлению менее 10 Ом.
2Сварная проволока: проволока, установленная на диске
3Использование условий окружающей среды (в помещении)
Температура окружающей среды: -5°C~40°C.
Относительная влажность: ≤ 80%..Без росы
Программирование и рабочий процесс
Поток программирования

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!